












Main menu
Objects
Your application
|
Ammonia refrigerators from PRIMEHOLOD We produce refrigeration units and import our series of ammonia compressors specially developed for the industrial refrigeration equipment. They are used in:
-low-temperature warehouses
-refrigeration warehouses
-fishing
-ice-cream production
-milk plants
-chemical plants
-pharmaceutical factories
-meat-processing plants.
High energetic characteristics of ammonia refrigerators provide competitive engineering and commercial indicators, even taking into account the additional expenses for secure operation. Herewith a complex approach to reconstruction is reasonable for such equipment, especially approach of implementing required security level and lowering energetic operational expenses in cold generation. The major directions for ammonia refrigerators upgrading include: 1) creation and application of new aggregates with low content of ammonia;
2) lowering the amount of ammonia in current aggregates by partial reconstruction (moving to new schemes, equipment replacement);
3) lowering the average annual driving pressure (the pressure of coolant condensation) due to maximal use of natural cold; 4) providing the required control of parameters, automatic protection and control;
5) the development of subsystems providing lower ammonia emission in refrigerator containment failure;
6) creating a unitized refrigerator heat-exchange and capacitive hardware, fully equipped by modern control and protective automatics means.
There is a special class of refrigerating machines that work without mechanical energy expense, but require thermal emission for operation. These refrigerators are called absorptionplants.
Solutions made of two components (binary solutions) are used as a working medium in absorption refrigerating machines. The solution components are a coolant and absorbent.
Ammonia-water absorption refrigerating units Ammonia (NH3) is used as a coolant in such machines, and water is used as an absorbent. The current refrigerators provide high refrigeration capacity (up to 35...10000 kW). They are used on big meat-processing plants, in chemical industry and other factories with big cold supply. COMPARISON OF ABSORPTION AMMONIA AND COMPRESSOR REFRIGERATING UNITS
Shock cooling and the process of freeze-quenching
Shock cooling and the process of freeze-quenching are the best natural systems for extending the foods lifetime. That is why PRIMEHOLOD using its big experience in refrigerating units production offers a range of equipment for shock cooling and freeze-quenching cameras. These machines are used to increase the quality of operation in restaurants, cake-shops, baker’s shops and ice-cream storages. High power, flexibility and reliability are the biggest advantages of shock cooling/freezing units. Thousands of manufacturers worldwide successfully use such equipment, improving their own work and increasing the profit thanks to better and longer products conservation.
The freeze-quenching process: +90°C »»» -18°C
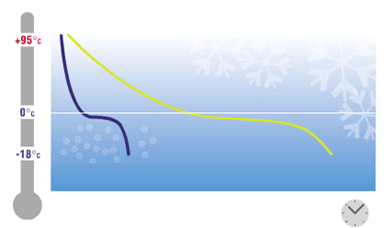 -Without freeze-quenching: macrocrystals
-Witch freeze-quenching: microcrystals
We all know what frozen food products are, but possibly didn’t think about their organoleptic properties (indicators of food quality according to the analysis of perception by sensory receptors) are preserved only in case of quick freezing (freeze-quenching). During the freezing process all water molecules are turned into crystals. And the quicker is freezing, the smaller crystals will be formed: the food molecules do not break only in case of water micro crystallization. Thanks to the air temperature down to -40 °C, the freeze-quenching equipment lowers the temperature in the center of product mass down to -18 °С in 240 min. This time is enough to obtain micro crystallization required for saving all important food product qualities. After defrostation there will be no liquid loss, the product’s shape, odour and taste qualities remain the same.
Shock cooling process:
+90°C »»» +3°C
 -Without shock cooling: High risk of bacteria growth
-With shock cooling: Minimal risk
All meals cooked and left for slow cooling lose their best taste qualities. The main reason is incredibly high growth of bacteria that develop in temperatures between +65 ° C and +10 ° C.
Shock coolers allow lowering the temperature inside products that have just been cooked down to +3 °C in less than 90 minutes that significantly slows down the bacterial proliferation (pathogenic flora development) and decreases moisture evaporation from products. The end result is preservation of quality, colour and odour, increasing the sell-by period of foods.
Application: BAKERIES
Over the last years baked goods factories has been significantly modified due to the increase of refrigerating technologies use. The need to offer end customers wider range of products is one of the reasons why chock-freezing chambers has become an important instrument for all modern bakeries. Besides it makes possible to shock-freeze preliminary boiled food products maximizing the use of offered refrigerating hardware potential.
PASTRY SHOPS
Modern pastry shop is impossible to imagine without shock-freezers. Using it not only for freeze-quenching down to -18 °С, but also for shock cooling to +3 °C, it helps to work more efficiently, reducing the preparation time, decreasing the space required for storing products and increasing the food products quality and safety. Thanks to freeze-quenching chambers and their setup by PRIMEHOLOD professionals we guarantee the execution of optimal refrigeration cycles, providing excellent result for each pastry product, raw, boiled, finished products or semi-products. We offer to use our specially developed storage rooms with active moisture control for storing frozen products.
CATERING
Shock cooling is a must-have instrument for chief cooks, as they provide caterers with ability to plan and arrange their activity beforehand, offering clients full and diversified menu, quick and efficient servicing, high-quality odour and freshness of their products. Besides increasing the food products safety (HACCP), it helps to rearrange the culinary work for more efficient use of room space.
ICE-CREAM
Smooth ice-cream texture is mainly depends on micro air bubbles and ice microcrystals. To preserve such texture, ice-cream must be frozen by a freeze-quenching method. This procedure also promotes the forming of ice microcrystals and forms a thin surface barrier to prevent product spoiling.
Major advantages:
Increasing the product lifetime up to 30%
Thanks to longer expiry term of products frozen by a freeze-quenching method it is possible to plan the manufacture and produce more products and semi-products.
Such technology preserves the quality, appearance and taste of products for the entire lifetime period.
Saving on procurements
Thanks to longer expiry terms of frozen products with preservation the initial qualities unchanged, it is possible to purchase seasonal ingredients when they are cheaper and have better quality.
Waste reduction
Shock cooling / freezing increases the term of expiry. As a result there are no gaps in product sales, the preliminary prepared raw materials remain unspoilt that reduces the waste amounts.
Smaller weight losses
After preparing foods it loses weight due to evaporation. Applying shock cooling right after preparation prevents evaporation that helps to reduce water loss and its weight. If the product is sold by weight, the income can be increased up to 7%.
More diversified menu
Bigger expiry term of refrigerated food products and semi-products provides ability to increase the number of offers without complicating the manufacturing process.
Quality improvement
Reducing the bacterial growth
Bacterial proliferation is very high when the food temperature is from +65 °C to +10 °C. In +37 °C the number of bacteria is doubled every 20 minutes. The freeze-quenching equipment from PRIMEHOLD helps to “overcome” a range of dangerous temperatures quickly, cooking the food to +3 °C in less than 90 minutes. It minimizes the number of bacteria in food after preparation, increasing its quality, organoleptic indicators and safety.
Compliance with HACCP-standards
Shock cooling significantly increases the safety of food products, providing full correspondence to HACCP standards.
 Refrigerating units based on scroll compressors from PRIMEHOLOD  Scroll compressors are used in all major air conditioning systems, including split and multi split models, floor-standing models and chillers, rooftops (roof conditioners) and heat pumps. The typical use is air conditioning in apartments, on ships, factories and in big buildings, as well as on ABX, in cooling processes and on various transport vehicles. Refrigerating scroll compressors are widely used in compression-condensation refrigerating apparatuses, “remote cold” systems of supermarkets, industrial cold supply and in transport units, including containers. The limits of refrigeration capacity for scroll compressors are constantly extended, and currently maximal capacity is 200 kW in using multi compressor station. Also scroll processors are applied for air cooling in stores, travel agencies, offices, banks, restaurants, snackbars, “fast-food” bars and many other objects. Conditioners with scroll processors are a beneficial technical solution, especially for aggregates working in summer or all-year-round or for working in heat pump mode.   The multitask capability of scroll compressors extend the areas of their use in technological processes, such as wine clarification in autoclave, forming machines cooling systems in chemical industry, refrigerating systems, testing tanks, refrigerator conservation of biological raw materials (seafood, fruits and vegetables, etc.), cooling equipment that is cleaned without water (solvents condensation), food raw material processing, etc. In particular, scroll compressors have great prospects in restructured objects of dispatching stores, cold storage facilities, and vegetable and fruit storages. As the country has moved to market relations, the efficiency of cooling chambers has significantly decreased. This is caused by the growth of cargo turnover due to the short-term cargo storage and underutilization of cooling chambers. For instance, on the distribution cold stores with cameras of 400 t and more up to 100$ of capacity was used earlier. Currently due to the increase of cargo turnover and decrease of expiry terms only 25-45% of their capacity is used. PRIMEHOLOD offers refrigerating units based on scroll compressors from famous manufacturers: Bitzer, Copeland, Danfoss and others. Refrigeration supply for milk plants Fresh milk yield is a complicated product in terms of long-term storage. It is a nutrient solution where different types of bacteria rapidly grow. Therefore it should be chilled for storage and further use. Special refrigerating equipment for milk plants is used for this.
The current equipment must possess high productivity and effectiveness in order to preserve the product quality. PRIMEHOLOD performs the installation of flash coolhouse units on dairy milk processing plants. They are capable to decrease the temperature of big amounts of milk to the required value in a short time. Ice water is used as a cold agent in such systems. It is pumped through the cavities of ribbed coolers lowering the milk temperature. Chillers are used for producing the ice water.
Milk can be cooled by both open and closed way with the use of technologic equipment: the cavities of different capacity; ribbed and spray units. The major parameter in dairy products refrigeration is the duration of this process. To cool milk in a closed flow a ribbed cooler is used. Ice water is a cold agent in such systems. The milk is cooled in one cycle passing through the unit to the temperature 3 °С higher than ice water temperature.
To slowdown the process of microbes’ development, as well as fermentative and physical-and-chemical processes the temperature of dairy raw materials and products is lowered to 2 – 10 °С. They are stored in this temperature up to processing.
PRIMEHOLOD will help you to select and purchase all required equipment for your manufacture. Industrial cold supply and providing enterprises with refrigerating units require particularly accurate approach to the refrigerating system design and equipment selection. The specialists of our company are always happy to provide all required assistance in creating efficient industrial cooling systems.
Main office |
We offer
Refrigeration aggregates We offer
Shock-freezing chambers We offer
Liquid coolers |










|
|


